
文字サイズ 

Last Updated:
(加速器に関する論文検索サイト)
運転中の加速器

過去に運転していた加速器
加速器理論
研究活動アーカイブス
SuperKEKB陽電子ダンピングリング用の高周波加速空洞実機1号機が完成
ナノビーム・スキームを基にするSuperKEKB加速器では、陽電子ビーム入射の低エミッタンス化を実現するためにダンピングリング(Damping Ring;以下、DR) 加速器を導入します。今回は、そのDR加速器用の高周波加速空洞についてご紹介します。高周波加速空洞は、内部が真空で(つまり「空洞」)、外部から高周波の電磁波を投入することにより、荷電粒子を加速するための高周波高電界をその内部に発生させる金属製共振器です。通常、金属としては、電気伝導性と熱伝導性に優れる銅を使います。ここで紹介する加速空洞は、基本的に最高純度の無酸素銅(クラス1)でできています。以下では、高周波加速空洞を単に空洞と呼びます。
DR用空洞は、KEKB 加速器主リングでの長期安定運転に実績のある常伝導アレス(ARES)空洞系(加速空洞、結合空洞、貯蔵空洞の3連空洞系)の高次モード減衰構造を基にして設計しました。加速モードの周波数は主リングと同じ508.887MHzなので、基本的な構造はアレス空洞系の加速空洞と同じです。但し、結合空洞と貯蔵空洞は無く、加速空洞単体です。アレス空洞系では、空洞あたりの加速電圧(以下、空洞電圧)の仕様が0.5MVで、DR加速器で当初想定されていた運転時に必要な加速電圧は0.26MVでしたので、空洞1台で十分足りるはずでした。ところが、後にCoherent Synchrotron Radiationによる単バンチ不安定性の問題が理論的に指摘され、最終的には1.4MVの加速電圧となりました。但し、これはDR加速器設計からの要求仕様値ですので、ハードウエア(空洞)としてはその仕様値を十分上回る性能が必要です。そこで、(そもそも空洞1台を想定していた)限られたスペースにおいて1.4MV以上の加速電圧をDR加速器に供給するために、図1にあるような最大3重連構成にて運転可能な高周波加速構造を考案しました。この構造では、図2にある空洞本体(単セル)に入力結合器、可動チューナ、高次モード(Higher Order Mode;以下、HOM)導波管ロード、真空排気系を装着し、空洞間に溝付ビームパイプを入れてブロックのように組み立てます。アレス空洞系の空洞電圧仕様値が0.5MVであるのに対し、DR用空洞では0.8MVに設定しました。これにより、空洞2台構成で(DR加速器からの要求仕様値を超える)1.6MV、空洞3台構成で2.4MVの加速電圧を保証します。
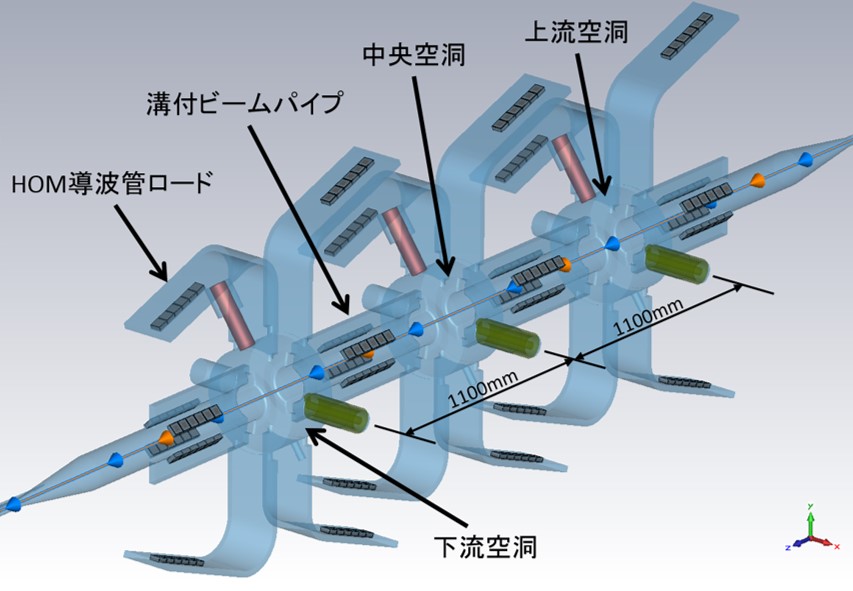 |
| < 図1 >加速構造全体の概念図です。青色の部分は真空領域、灰色はHOM吸収体(SiCタイル)、緑色は入力結合器の同軸部、赤紫色は可動チューナのプランジャーを表します。また、矢印は陽電子ビームの進行方向を示します。 |
|
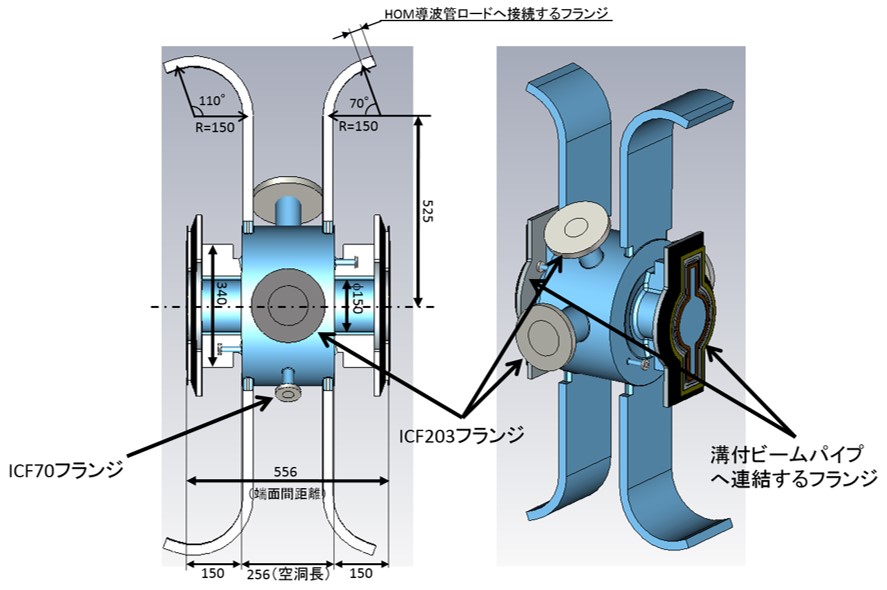
| < 図2 >加速空洞本体の概念図です。青色の部分は真空領域を表します。 |
本空洞は、アレス空洞系と比較して、結合空洞と貯蔵空洞が無いことの他に、省スペース化をはかるために、下記の特徴があります:
1.HOM吸収体としては、全てタイル形の炭化ケイ素(Silicon Carbide;以下、SiC)セラミックス(図3)を使用(アレス空洞系のHOM導波管ロードでは、大型の砲弾形SiCセラミックスを使用)
2.溝付ビームパイプを隣り合う空洞間で共有化(「溝」は、ビームが空洞を通過する時に発生する有害なHOMの内、高次双極モードを引き出して減衰させるための構造)
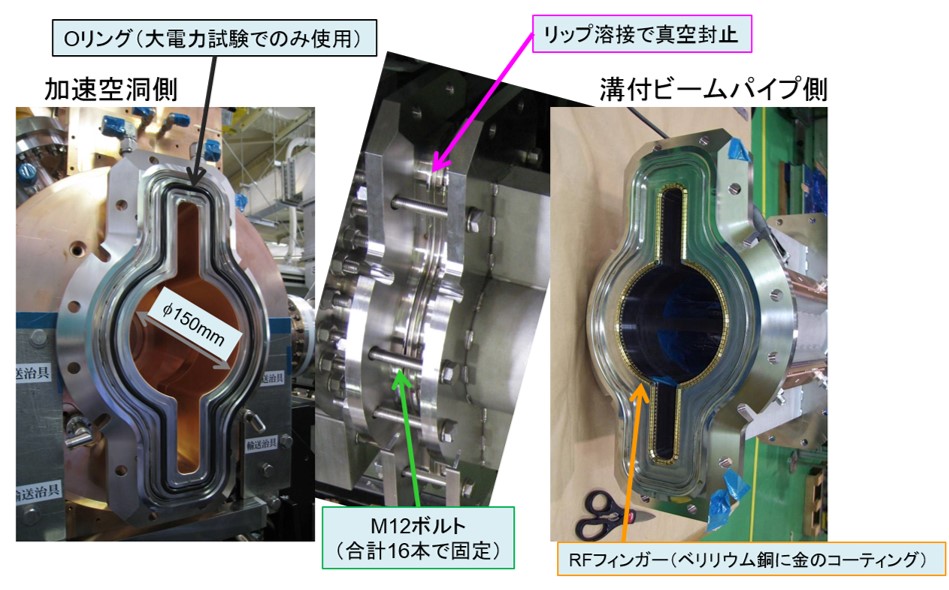
3.空洞と溝付ビームパイプの連結部は、直接はめあわせて、外周部をリップ溶接にて真空封止、内部にRFフィンガーを有する構造(図4)
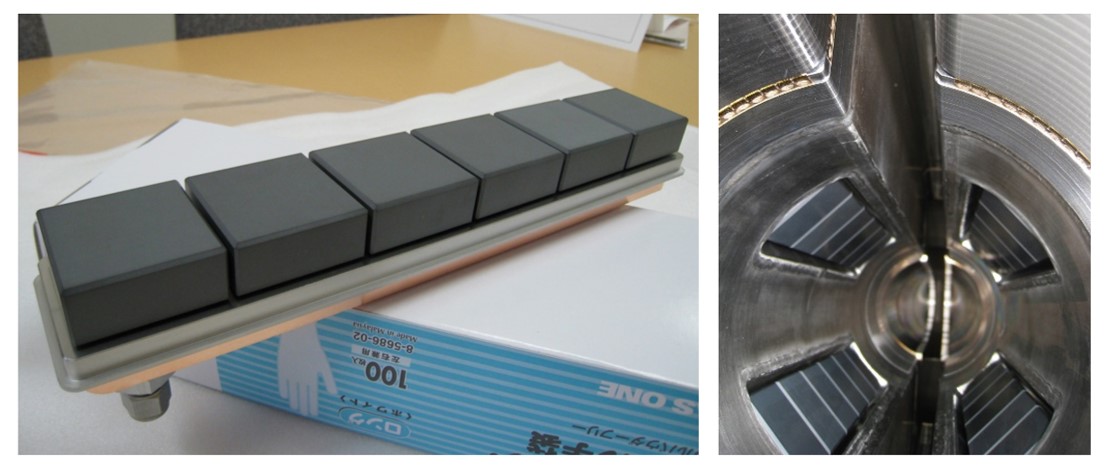 |
| < 図3 >左図は、銅の冷却板にろう付けしたSiCタイル1式です。 右図は、そのSiCタイルを4式装填した溝付ビームパイプの内部です。 |
|
| < 図4>加速空洞と溝付ビームパイプの連結構造です。 |
本加速構造では、(空洞間を行き来するモードを含め)関係するすべてのHOMを減衰させて、各空洞内の電磁場に独立性があります。また、空洞の個数は原理的に可変です。一方、全体としては機械的に一体構造です。この「マルチ・単セル空洞」とも言える構造が、本加速構造の最も大きな特徴です。
我々は、2011年度に試験機空洞を製作、2012年度にその大電力試験を行い、その開発・試験の結果を基に、2012年度、実機1号機空洞を製作しました。そして、今年6月から7月にかけて、実機1号機空洞の大電力試験を行いました。図5にセットアップの様子を示します。本試験では外から空洞内へ荷電粒子を入れませんが、空洞内壁面から出て来る電界放出電子が加速されて別の内壁面に衝突する際にX線(放射線の一種)を出します。そこで、本試験は放射線管理区域内で行いました。
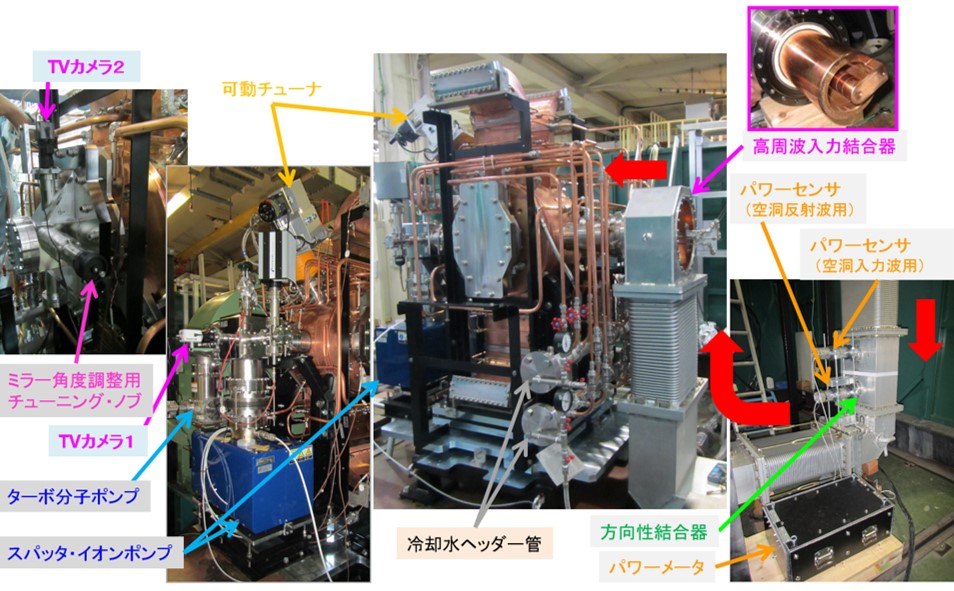 |
| < 図5 >実機1号機空洞の大電力試験のセットアップです。 赤色の矢印は、クライストロンから導波管内を通ってやって来る連続高周波の進行経路です。ここでは、HOM 導波管ロードと溝付ビームパイプは装着せずに試験を行いました。 |
試験機空洞と実機1号機空洞では、細かい違いはありますが、大電力高周波性能に関係する違いは電解研磨の有無のみです。試験機空洞では空洞内表面に対して、製作工程途中で酸洗・クロメートと呼ばれる表面保護処理を施しました。一方、実機1号機空洞の場合は、端板の高周波にさらされる面に対して、酸洗・クロメート処理の代わりに、電解研磨処理を施しました(研磨量:約40μm)。図6にある電解研磨前後の端板の写真からわかるように、電解研磨により表面が平滑・鏡面仕上げとなりました。上述のように、試験機空洞と実機1号機空洞の違いが電解研磨のみなので、その2つの空洞の試験結果を比べることは、UHF帯連続波の常伝導高周波加速空洞における電解研磨の効果を見ることになります。
大電力試験を行う前に、空洞が設計通りに作られているか、低電力高周波を使って調べます。まずは、最も重要な物理量である加速モード周波数について測定しました。その測定値は、空洞設計時に行った数値シミュレーションの結果と0.02%の精度で合っていました。内部Q値(unloaded quality factor)と呼ばれる無次元量も空洞にとって重要で、その値が高い程、高い加速効率となります(DR用空洞の場合は約3万)。試験機空洞の内部Q値は、理想的な状態に対して計算した理論値の93%でした。一方、実機1号機空洞の内部Q値は97%に改善していました。その他の測定についても問題無く、すみやかに大電力試験へと進みました。
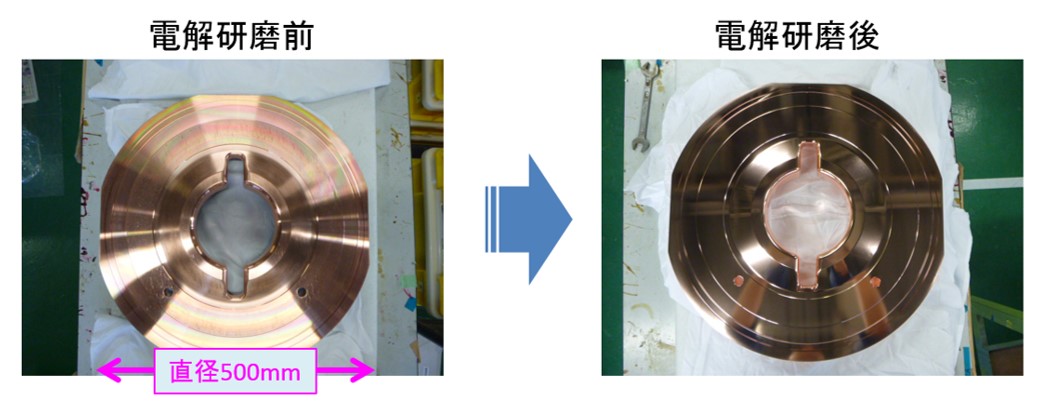 |
| < 図6 >電解研磨前後の端板の写真です。 電解研磨により、平均表面粗さ(Ra)は、約1.5µmから約0.2µmへと大きく改善しました。また、電解研磨後は、写真撮影者の腕がはっきりと見える程に鏡面となりました。 |
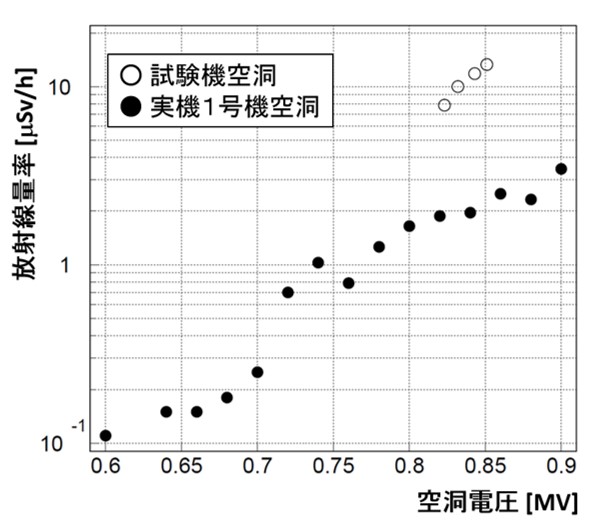
図7に、実機1号機空洞のエージング履歴を示します。仕様を十分上回る空洞電圧:0.9MVまで問題無く到達しました。また、図7には比較のため、試験機空洞の履歴も載せました。ふたつを比較してわかることは、実機1号機空洞の方がエージング中の真空圧力が低く(良い真空)、また、空洞トリップ頻度が少ないことです。さらに、図8に示しましたように、空洞付近の放射線量率は、実機1号機空洞の方が試験機空洞に比べて約5分の1です。これは、電界放出電子の少ないことを意味します。以上の結果は全て、電解研磨の効果です。尚、空洞電圧:0.9MVに到達するまでに要した時間は、自動エージングのパラメータが違うため、単純な比較は出来ません。
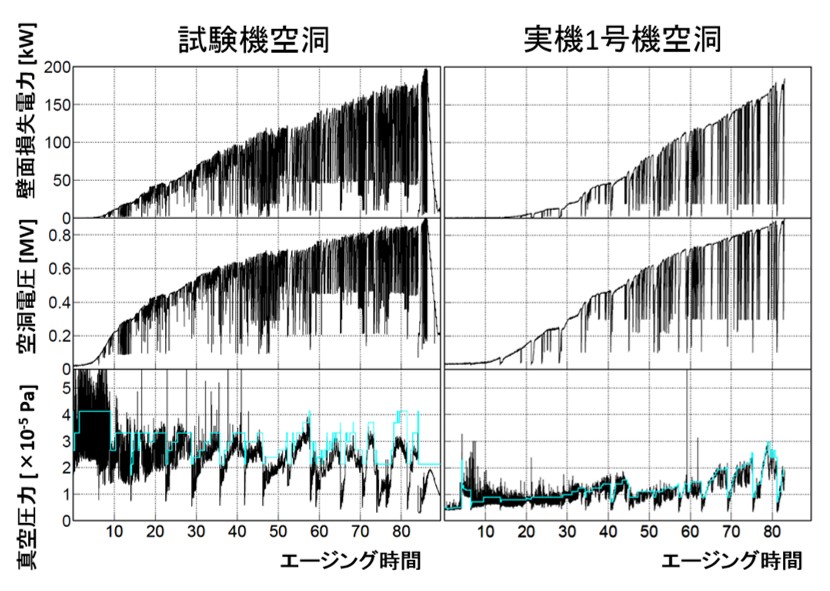 |
| < 図7 >試験機空洞(左)と実機1号機空洞(右)のエージング履歴です。 典型的な量として、空洞への高周波入力電力から反射電力を引いた空洞内壁面における損失電力(上)、空洞あたりの加速電圧(中)、空洞内の真空圧力(下)を示します。水色の線は、自動エージング時に基準として設定した真空圧力で、それより空洞内真空圧力が低い時に入力電力を上げ、逆に、高い時には入力電力を下げるよう、コンピュータで自動制御しました。 |
|
| < 図8>加速空洞から約2m離れた地点(放射線管理区域内)で測った放射線量率です。 自然放射線(0.1µSv/h 程度)を超える分は、空洞内壁面から出た電界放出電子が加速されて別の内壁面に衝突する際に発生するX線です。 |
空洞電圧:0.9MVまでのエージング後、空洞が一定の加速電圧にて安定的に稼働出来るかどうかの試験を行いました。その結果、仕様である0.8MVにて安定的に稼働し、問題無く加速器の運転に使えることを確認しました。また、限界性能試験として、空洞電圧:0.95MVまで上げましたが、高周波加速空洞としての高電界的・熱的性能限界は観測されませんでした。
以上の試験結果により、DR加速器用加速空洞の実機1号機が完成しました。現在は、HOM導波管ロード等を装着する全体組立試験を行っています(図9)。また、これまでの開発・試験結果を基に、実機2号機空洞を製作中です。
 |
| < 図9 >HOM導波管ロードと溝付ビームパイプを装着した状態です。 |
関係資料(学術論文等)
1.「SuperKEKB入射器における陽電子ダンピングリング用高周波加速構造」、第8回日本加速器学会年会(2011年8月)論文ID:TUPS131 (2.7MB PDF)
2.「SuperKEKB陽電子ダンピングリング用高周波加速空洞の開発」、第9回日本加速器学会年会(2012年8月)論文ID:THLR06 (2.3MB PDF)
3.「SuperKEKB陽電子ダンピングリング用高周波加速空洞の大電力試験」、第10回日本加速器学会年会(2013年8月)論文ID:SAP057 (15MB PDF)
4.第18回KEKB加速器レビュー委員会における報告(英語)(19MB PDF)
〜 記事提供 : 加速器第三研究系 阿部 哲郎氏〜
| このページは加速器研究施設で更新作業をしております。ご質問などがあれば下記アドレスにご連絡下さい。 Copyright(c) 2009, HIGH ENERGY ACCELERATOR RESEARCH ORGANIZATION, KEK 〒305-0801 茨城県つくば市大穂1-1 |
|web-acc |